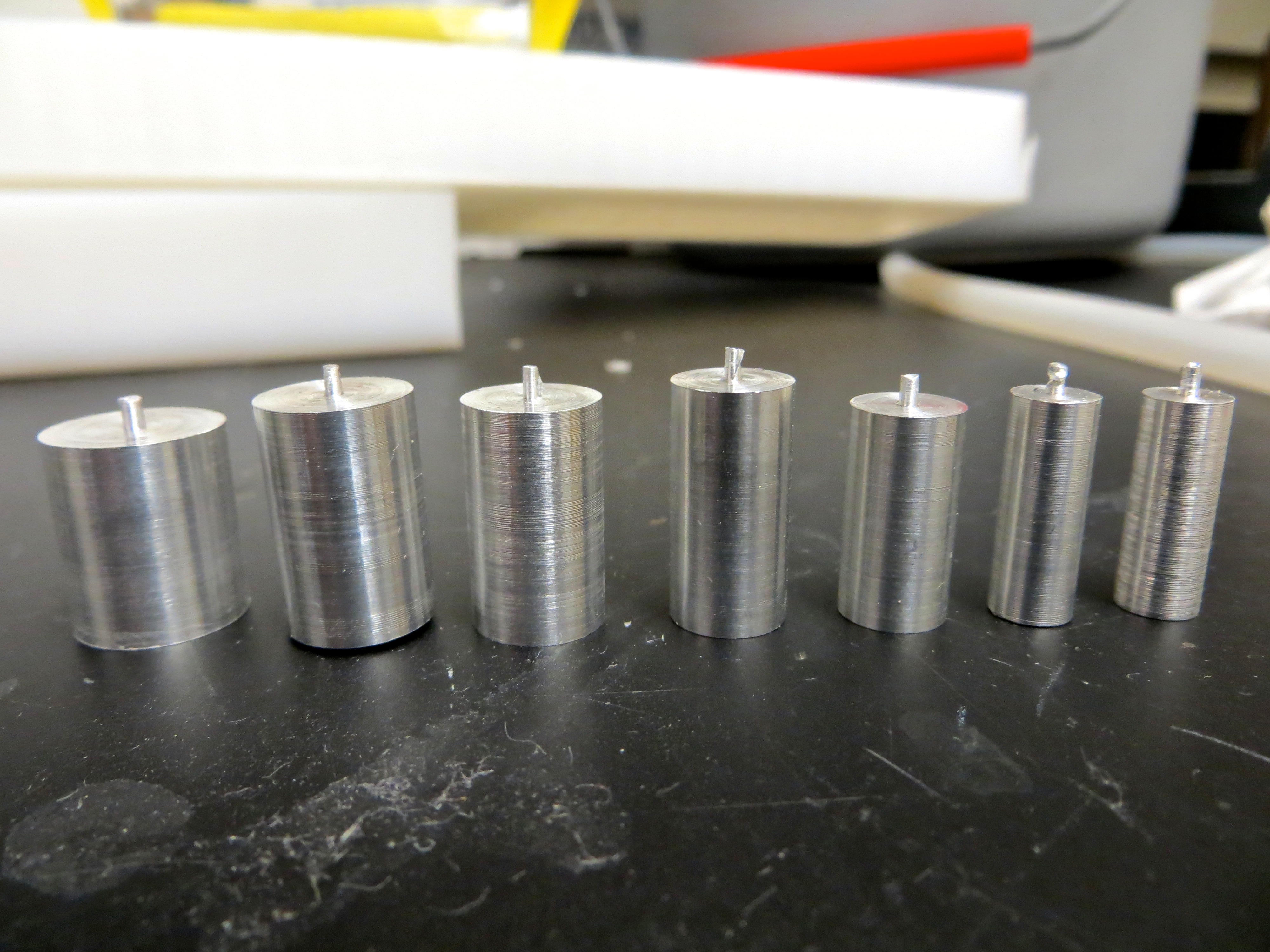
INTRODUCTION AND BACKGROUND ∘ Fluid flow and patterns have long been studied in fluid dynamics. In particular, von Karman vortex streets have been an area of great interest. This striking phenomenon has been a pertinent consideration across many fields, and is an excellent example of flow behavior. Von Karman Vortex Streets are flow patterns generated in the wake of flow past an obstacle (generally a cylindrical object is used as an obstacle). Named after Hungarian aerospace engineer and physicist, Theodore von Karman, these “streets” are results of unstable flow. They are characterized by periodic vortex shedding where alternating vortices form in flow parallel layers past the obstacle. The formation of vortex streets is dependent on the Reynolds number, which will be further discussed later. This phenomena is present in many settings: on a large scale, atmospheric flow can be disrupted by islands or mountains, causing noticeable and powerful vortex streets downwind; on a smaller scale, tall buildings also disrupt wind flow, causing cross winds and eddies in urban settings, and turbulence in river flow plays an integral part in sediment displacement. Therefore the study of von Karman Vortex Streets is relevant in fields such as meteorology, aviation, environmental studies, and engineering. In this thesis, we will explore Karman vortex streets, and seek to create a practical laboratory demonstration of vortex street formation. Definitions and Derivations: In this section we define and derive key terms in order to study von Karman streets. In the interest of defining a vortex, we initially seek to define circulation and vorticity: circulation can be defined as the line integral of the velocity field about a closed loop, S: \Gamma=\oint_S \left( V \cdot dl\right) Applying Stokes’ Theorem, we can then relate the circulation to the vorticity: \Gamma= \left(V \cdot dl\right) = \int \int_S \left (\omega \cdot dS\right) A vortex is characterized by its vorticity, which describes the local rotation at a point in the fluid. The _vorticity_ of a fluid material is given by: \boldsymbol\omega = \nabla \times . In other words the vorticity is the curl of the velocity vector field. We can see that it will be a scalar quantity in two dimensions. We can also observe that it is possible to have circulation and vorticity in a vector field without observing vortices, such as in shear flow. Therefore it is important to clarify the definition of a vortex as a compact circulating region of fluid (i.e. a localized piece of vorticity). We can use a general normalized Gaussian function to represent vorticity that takes the form \boldsymbol\zeta = }{\pi\epsilon^2} where represents the “width” and determines how fast the function will decay. Therefore, we see that in two dimensions, the Gaussian contains a localized region where it reaches its peak, and then exponentially decays away as we move further away from this peak. If we take the _0, this then becomes a delta function where we have infinitely large peak and zero everywhere else. This would thus be the case of a point vortex, which we can think of as a two dimensional Dirac delta function. Vortex Shedding is described as the process by which a vortex street is formed . This is a phenomenon in which flow is disturbed by an obstruction such that attached vortices are periodically “shed”. These vortices produced by shedding are also called _eddies_. If we think of fluid as moving in layers in a laminar flow, when this laminar flows comes in contact with an obstacle, the “layers” that are in contact with the body lose speed. Due to the viscosity of the fluid (the transfer of momentum between layers within the fluid), shear arises between the layers, as those moving further away from the body are moving quicker than the obstructed ones. Von Karman vortex streets are characterized by periodic and symmetric vortex shedding, and the appearance and behavior such shedding is predicted by the Reynolds number. That is, when a fluid particle approaches the edge of an obstruction (say, a cylinder) an increase of pressure acting on the particle due to the slowing down of flow near the obstacle, becomes disruptive to its movement. At the leading edge of the cylinder the high pressure drives the fluid flow about the object, developing boundary layers. Once at the widest diameter of the cylinder, these boundary layers separate from the edges of the object and form shear layers where different “layers” of the fluid are flowing at different speeds, thus producing shear between each. These shear layers trail in the flow of the fluid layers surrounding it. That is, the layers actually in contact with the cylinder move much slower relative to the layers furthest away and in contact with the free flow. If the difference in speed between shear layers is great enough, the shear created will cause the slower layers then roll into the near wake past the object (towards the the bottom edge of the cylinder) and consequently fold into each other, merging into discrete vortices. Once enough pressure builds, the circulating vortex release from the area at the base of the cylinder and proceed in the direction of flow. This process alternates about the opposite sides of the cylinder and thus forms a periodic and symmetric pattern trailing downstream of the obstruction .] Therefore, we can apply this understanding to the physical phenomena mentioned in the introduction: Most clearly, we can see these flow patterns in streams where water flows past rocks. These vortex streets that are created can carry sediment in a particular manner, which then becomes important to geologists and environmental scientists. On a grand scale, tall buildings, mountains and islands can be examples of bluff bodies that disrupt airflow and create less visual but very powerful vortex streets that affect fields from aviation to meteorology. As mentioned previously, the _Reynolds number_ is a parameter used to classify flow behavior in fluid dynamics. This dimensionless parameter is described as the ratio of inertial forces to viscous forces, and is given by: Re = {\mu} = {\nu}\\ where ρ is the fluid density v is the mean flow speed, L is the characteristic linear dimension (e.g. hydraulic diameter, traveled length of fluid), μ is the dynamic viscosity, ν is the kinematic viscosity ($\nu = {\rho}$). Typically, low Reynolds numbers results in laminar flow. However as Re increases and reaches a critical value of about Re ≃ 40, the flow becomes unstable and characteristic flow patterns appear in the flow past an obstacle. This instability becomes more apparent further downstream and thus gives rise to vortex or eddy shedding. When the Reynolds number exceeds 400, we begin to see turbulent flow, in which von Karman vortex streets disappear. [Figure 1] Viscosity describes the internal friction of the material, or in more general terms, the resistance or opposition to flow . It is the ratio of the shearing stress to the velocity gradient and is often called the dynamic viscosity. The kinematic viscosity is then the ratio of the dynamic viscosity to the fluid density. Since these quantities are intrinsic characteristics of a fluid, they are specific to each problem. Similar to the Reynolds number, the Strouhal Number is a dimensionless quantity that describes oscillating flow mechanisms. It is often used to give the ratio or relationship between flow rates and frequency. Labelled _St_, it is given by: St= {u_0} where n is the frequency with which the vortices are shed in the wake of the obstacle, L is the characteristic length, and u₀, the fluid velocity. We see that for large Strouhal numbers (i.e. on the order of 1), viscosity will dominate fluid flow. Consequently we begin to see collective oscillation of the fluid “plug” - i.e. a large vortex. Alternatively, smaller Strouhal numbers (≦10−4), the high speed of the fluid will dominate flow. This get characterized by a quasi steady state flow. Thus at intermediate Strouhal numbers, we see the buildup and shedding of vortices in the flow . Mathematics It is now necessary to discuss the governing equations of fluid motion. The equations arise from the fundamental concepts of conservation of mass and momentum. We first consider mass or volume conservation. If one imagines a cube or region of arbitrary volume, V, where fluid moves in and out at all points of its surface, we can describe the rate of the decrease in mass as V=-{dt} \int\left(\rho dV\right) = \int\left({\partial t}\right) dV, where ρ is the fluid density. Mass must be conserved, therefore the decrease of mass must also equal the rate of flux out of the volume region V. The rate of loss of mass from V is then: \phi = \int_S \left(\rho \cdot dS\right) where dS is an element of S, the surface of the volume, and u is the velocity at the velocity at dS. Physically, we know that the part of the velocity vector perpendicular to the surface produces flux or flow out of the object. Using Green’s formula, this can also be written as: ∫V(∇ ⋅ ρu)dV. Since we are interested in mass at a point (instead of volume), we want to now consider an infinitesimally small volume and take: {\partial t} = - \int\left(\rho \cdot {V}\right) \Rightarrow {\partial t}= -\nabla \cdot \rho This defines the conservation of mass in any fluid of volume V. Rearranged, this gives: { \partial t} + \nabla \cdot \rho u = 0 This relationship is known as the _continuity equation_ and will be the basis from which we will derive further equations of motion for fluids. Euler’s Equation Euler’s equation for (inviscid) fluid motion follow from Newton’s second law, F = ma. Applying this equation to a unit volume of fluid, the force F on the fluid can be described as F= -\nabla p \cdot dV, where ∇p is the gradient of the pressure field and V is the volume. Still, F = ma, or F = mdv/dt. Combining these equations gives: -\nabla p V = \rho V { Dt } , where the mass is given by the density, ρ, multiplied by the volume and the velocity of the mass is given by applying the substantive derivative {Dt} = {\partial t} + u \cdot \nabla to the velocity vector (such that the velocity components of the fluid are expressed in terms of the field). Simplifying this equation: -\nabla p = \rho ({ { \partial t} + u\cdot \nabla u}) We can then rearrange this to get {\partial t} + (u \cdot \nabla) u = {\rho} \nabla p This gives Euler’s equation for inviscid flow. Alternatively, this may also be written as: \\ \rho}{ Dt} = \rho(}}{\partial t} + \cdot \nabla ) This tends to be a more common representation of Euler’s equation. Navier Stokes equation The Navier-Stokes equation is derived similarly to the Continuity and Euler equations. As shown above, Euler’s equation for inviscid flow is a clear manifestation of Newton’s second law, with the left-hand side representing Newton’s second law ($\rho}{Dt}$ ) and the right-hand side, the sum of the forces. Since real fluids are never truly inviscid, we must now consider the nature of these viscous forces (see , 5.6 pp. 52 for further details). Firstly, we have external forces acting on the fluid and are thus defined and particular to the specific problem. These external forces acting on the body of fluid will be denoted as f. Next, we consider forces due to the pressure and viscous action, which are intrinsic qualities in the dynamical equation. Both viscous forces and pressure create internal stresses in the fluid. That is: the force on a fluid particle is the net effect of the stresses over its surface (see , 5.6 pp.52). In considering the force due to pressure, the net force per unit volume is simply ${\partial x}$ (in the x direction). To consider all directions, this becomes -∇p, for a general pressure field. The viscous term, however, is more subtle. Since viscous stresses oppose the motion of fluid particles relative to one another, or the deformation of these particles, they are dependent on the rate of deformation (and consequently the velocity field) and the properties of the fluid (i.e. viscosity). Assuming the fluid has constant density, the viscous force per unit volume becomes τ = μ∇²u , where μ is the coefficient of viscosity and u is the velocity field. In the general case, the stress is a second order tensor, σij, a quantity with magnitude and two directions: i being the component of stress on a surface element δS. and j, the direction of the unit normal n. Thus, the total stresses in a fluid can be defined as: }= -p } + } Combining all contributions, we can create the full expression: \rho}{\partial Dt} = -\nabla p + \mu\nabla^2u + This is known as the Navier-Stokes Equation. We can again apply the substantive derivative and continue assuming constant density, thus obtaining: $$} {\partial t} + \cdot \nabla = - {\rho}\nabla p + v \nabla^{2} + {\rho} $$ Where ν is the kinematic viscosity, ν = ${\rho}$. EXPERIMENTAL DEMONSTRATION OF VON KARMAN VORTEX STREETS While von Karman vortex streets are ubiquitous and have been observed in widely different settings as described above, they are not typically demonstrated in undergraduate physics labs. Indeed, most undergraduate fluids labs are either entirely static, or treat situations such as laminar channel or pipe flow in which all the derivatives of flow velocity are zero. The goal of this thesis was therefore to design and build a simple laboratory demonstration of a von Karman street. This provided the opportunity to utilize the benefits of 3D printing. 3D printing [OMG THIS WHOLE SECTION IS AWESOME] 3D printing is an emerging technology giving the ability to “print” three-dimensional objects using an additive manufacturing technique. Often, this process is performed by creating the object in “layers”. Depending on the sophistication of the printer, one has the ability to customize his or her object’s finish, material choice, temperature control, print orientation, infill, and resolution (precision- i.e. “layer” thickness). Therefore, 3D printing has an impressive ability to build a variety of things, from organic shapes to complex objects with internal moving parts. Its increasing popularity is propelled by its efficiency for rapid prototyping, increasing usability, versatility, and reducing cost. Additionally the 3D printing community thrives on an open source model, allowing access to a wide community and thus accelerating the development of the technology and its uses. The current accessibility of this technology is rapidly increasing: anyone can submit files to online services such as Shapeways, and many print shops now have 3D printing services. Desktop 3D printers can be purchased at a cost comparable with high-end two-dimensional printers. Individuals can even build their own printer using a kit or their own model with their own algorithms, providing for even more customization. Printing methods While several types of printers now exist, 3D Printing typically uses one of three main methods: Fused Deposition Modeling (FDM), Stereolithography, or Selective Laser Sintering (SLS). The fused deposition modeling process uses the principle of building in “layers” where internal or external geometries can be supported by printed support material that may be removed after the print is complete. Typical materials in FDM printers are thermoplastic plastic polymers ABS (Acrylonitrile butadiene styrene) or PLA (Polylactic acid) that are shaped into a wire-like shape and wrapped on spools. The printer uses a heated extruder that feeds in plastic to melt, and “prints” the melted plastic layers on a printing bed where they will cool and re-solidify. The Stereolithography method involves an Ultraviolet beam to harden material in a liquid photosensitive polymer pool. Using the same “layer building” method, once a layer of material is hardened, the building part is lowered a depth of the corresponding layer’s thickness until the object is complete. Similarly, selective laser sintering (SLS) uses a laser to sinter (heat and fuse) or bind a powdered material that is typically a metal or plastic powder. A benefit of SLS is the ability to create specific cross sectional geometry and requires little tooling (i.e. support removal and sanding) once the object is printed, making it a more efficient system. In my experiment, I used two methods of printing: FDM, using a Makerbot Replicator 2X, and SLS. Printing Although 3D printing has become quite accessible and user friendly, it still requires some basic knowledge about the processes and technology. If designing your own piece, familiarity with a computer aided design (CAD) program (Solidworks, Blender, Rhino, AutoCAD, SketchUP, etc.) is necessary. These programs vary in use, some being better for engineering/precision based purposes, others for modeling and animation. All CAD programs save files to unique extensions, but should also export to universal formats like .DWG, .DXF, and .STL. DWG is a binary file format native to AutoCAD that is used to contain 2 or 3 dimensions of design data. This format is often used in a laser cutter program or a Computer Controlled (CNC) machine. DXF stands or “Drawing Exchange Format” and was also created by AutoCAD to enable CAD data exchange between CAD programs. Basically, this was an improved version of DWG files, which are sometimes not accepted or poorly read by certain programs. For 3D printing, the .STL format is the most widely used file format in computer-aided manufacturing. STL is often called STereoLithography or Standard Tessellation Language and contains the surface geometrical data of a three-dimensional CAD object. That is, it breaks down the surfaces of a 3D model into basic geometry (i.e. triangles) and stores the data specified to either ASCII or binary representations. Any file to be imported into a standard 3D printing software should be a .STL file, whether it is online or on a home use software. Once an STL file is loaded into software, you will often be able to view it from the loaded platform on the program. Each program contains a pre-loaded algorithm to determine the tool path and support structures needed (if any). This stage is where users can determine the infill of the object (i.e. how dense it is), orientation of the print, layer height (resolution), and temperature of the printing bed or extruding nozzle, if applicable. With regards to infill, this describes the amount to which a structure is solid or hollow and users indicate infill as a percentage. A light infill may be useful in decreasing the weight and print time of an object, and the printer will often use a honeycomb type design on the internal fill of a solid object. However if the object being printed requires a sturdy structure or takes on a load, a heavier infill may be desired. Another important consideration is the print orientation. Since 3D printing occurs in layers, it is important for users to be cognizant of how their unique geometry will be printed. An object will often be more resistant to shear forces and thus breakage in one direction (perpendicular to the layers) as opposed to another (parallel to layers). Furthermore, geometry such as overhangs, circular/cylindrical features, or hollow areas require some extra consideration especially when using FDM, which requires the use of support material. If oriented impractically, the printed object may have imperfect circularity, drooping, or failed areas in which the geometry is completely lost. Additionally using too much support material may make it very difficult to remove it all once it has printed and can even cause breakage to your model if it is intricate. It is typically ideal to orient as much of the geometry as close to the printing bed as possible as building “tall” often poses many limitations and a higher chance of a print failing or leaning since prints are often using some plastic polymer and it is quite difficult to regulate temperature (in terms of cooling and hardening). Once the preparation for the print is complete, programs will often generate a model of how it will proceed in its printing and produce an estimation of print time. This is used as a final check before the machine begins its printing. As the printer begins its work, it is important to keep an eye on the first few layers to make sure the print has established a base and not begun to fail already. Make sure the printer is on a flat and undisturbed surface, as it is very easy to disrupt the calibration of the printer. The first part the printer will make is called the raft, which is essentially a base support that interfaces with the printing bed and serves as the removable base to build your model off of. It is important to look for any sources of error such as lifting (where the raft does not secure to the printing bed and begins to cool too quickly and thus lift off the bed. This then disrupts the print by offsetting the layer height, as the layers in printing are on the order of millimeters or smaller. Once the print has gotten started without errors, it is then simply a matter of waiting for the machine to do its work. It is ideal to occasionally check on the print as there is always a possibility of something going wrong. When the print is complete, the object may be removed from the bed with a scraper and with some tooling and cleaning up, the model should be ready. Experimental Demonstration The experimental set up developed for this thesis consists of a U-shaped flow channel connected through a custom connecting piece to a hose that is attached to the base of an elevated two liter fluid source. Our fluid of choice for this experimental set up was Rheoscopic fluid: a fluid containing suspended crystalline particulates, making it an ideal fluid for flow visualization. The Rheoscopic fluid used in my experiment was purchased from Arbor Scientific (product No. P3-1100). I originally ordered three different sized UHMW Polyethylene U-channels from McMaster Carr: $2\times 1\times {4}$ inch, $3\times 1 \times {8}$ inch, and $4~{4} \times 1{4} \times {8}$ inch, all dimensions (base x leg x thickness). The main U-channel was a $2\times 1\times {4}$ inch polyethylene channel cut to 2.5 ft. in length, ordered from McMaster Carr (item no. 9928K57). When the channels arrived, they managed to warp a bit. To straighten out the channels, we acquired some angle iron from a home improvement/hardware store. For the two inch width channel, we used a 3ft by ${4}$ inch Aluminum solid angle from Lowe’s. Using C clamps and Gorilla glue, we adhered the aluminum angles to the plastic channel one at a time (very carefully and with the help of another person). WE chose to use Gorilla glue as we were seeking an alternative to epoxy and it worked decently well with adhering plastics when we had pre-tested it. Gorilla glue is activated by a damp surface and then “foams” up when setting, so it is important to be cautious of how much glue is applied and keeping the foam from attaching the channel to an unwanted surface. While we had originally attached the 3D printed connector piece before we attached the angle iron, it’s barb piece broke in the process of gluing on the angle iron. I made the mistake of trying to straighten out the channel by trying to clamp and attach the angle iron on my own, and the channel sprung up and fell to the floor, thus making it was necessary to quickly print another connector piece. Once the angle iron was securely attached to the channel, we attached the new connector piece to the other end of the channel using hot glue (following the suggestion of our machinist, Bruce Boyes), because it is less porous than Gorilla glue and the connector is to interface with fluid. The connecting piece was designed on Solidworks and sent out to 3D print at Shapeways (SLS) and also later 3D printed e on a Makerbot Replicator 2X (FDM). [insert image of model**ref figures at bottom] While the SLS print was much cleaner and had little to no remnants from any support material, the FDM model was much quicker to print (a few hours as opposed to two weeks) although having a somewhat laborious support removal process in addition to some geometry of the barb not being entirely formed. This is an example of the give and take between different methods for printing, both are great and usable, there are simply tradeoffs between each method unless one has access to both types. Once the channel was ready to go, we began to arrange the basic set-up to first see if we could get laminar flow in the channel. Using a ring stand and clamps to hold a fluid source, we connected the channel barb to the fluid source and ran the rheoscopic fluid through. Once we observed laminar flow, we proceeded with my set-up. Using aluminum cylindrical stock, I used a lathe to turn a set of cylindrical obstacles to be used in the channel of varying diameters. Using sticky tack, I tested out each cylindrical obstacle and adjusted the flow rate of the fluid hoping to reach a desired approximate Reynolds number (40<Re<350) to create vortex streets. In the initial trials, I found that I was unable to see any vortex street formation and decided that my inflow method was too slow –i.e. the plug connecting the water source to the hose was too small. I acquired a larger mouth to attach the hose to and then found that I was able to achieve a greater fluid velocity and began to see better visualization of vortex formation in the wake of my obstacle. While this was better, it was still difficult to see discrete vortex streets and my camera had a hard time picking up all of the motion of the fluid. I even used a bright flashlight on the fluid, hoping to add more light to illuminate the reflective particles (which did help a bit). As an alternative, I attached the hose to a water source in the sink where I could vary the fluid flow, and used food dyes for enhanced visualization (pick up and highlight movement of shear layers). This method worked surprisingly well and I was able to create and see distinct vortex streets. I also found that my camera was better able to pick up on these features here. Once I reached this point, it validated that I could achieve appropriate conditions in my set up to visualize vortex streets. Reynolds Number Calculation: Since the range of Reynolds number we were looking for was quite large, we could do a rough calculation for our Reynolds number: given the Reynolds number can be calculated using the equation 5 (Re=${\nu}$). First I found the flow rate by measuring out 500 ml, placing it through my set up, and measuring the time. To find the fluid velocity, I converted my flow rate from L/s to m^3/s and used the relation (flow rate) Q = v (fluid velocity) * A (flow cross sectional area). Next I calculated the characteristic diameter: for a rectangular channel, this can be calculated by taking the cross section area of the channel and dividing it by the wetted perimeter ( the perimeter of the channel that gets wet/is in contact with flow). All measurements were made using digital calipers. Lastly, I needed the kinematic viscosity. After doing research on this value, I was unable to find the kinematic viscosity of rheoscopic fluid. However, since this is a rough calculation we could estimate that the kinematic viscosity lies in the same order of magnitude as that of water (which I also used in my experiment) so I used the value of the viscosity of water at room temperature. I then calculated out all of the values on a spreadsheet, placed them into my Reynolds number equation, and generated an average Reynolds number in addition to a range of Reynolds values I was achieving with my set up. The range I found was 30.5<Re<56.8 and my average Re=45.7. Seeing that my calculations indicate my Reynolds values lay on the lower end of the targeted Reynolds number range, it explains the difficulty I had in creating the vortex streets in my set up when I first began. I would estimate that my fluid velocity was a bit higher in the runs where I did see vortex streets, as I had tiled/raised the channel (by a few mm) on the inflow end. Furthermore for my trials with water and dye, I attached my hose to a variable water source in the sink that could achieve a higher flow rate as necessary to create better vortex streets. As evident in my images, the water and dye method created much more distinct vortex streets compared to the rheoscopic fluid. Previous Works As part of my preliminary research and experiment design, I collated an inventory of existing simulations and experiments regarding vortex streets as resources for my own considerations and design. Additionally, in designing the purpose of my senior thesis, we decided that one goal would be to create a usable fluid dynamics visualization lab to be used for educational purposes in an introductory level physics course. These previous works were accessible and understandable learning tools in my learning, and could provide a solid base as digital learning tools. The inventory I collected was able to be classified into three basic subsections: Simulations (CFD, etc.), Experiments, and Physical Applications. Many of the computational fluid dynamics (CFD) simulations provide a way to clearly visualize vortex streets and their relation to reynolds number and temperature. Furthermore, most videos provide detail into the codes used for the visualization, which is helpful on a higher level of understanding the computational modeling of fluid dynamics. The experiments I looked at were either in video form or in academic publications or papers. These provided a solid theory based understanding/introduction into vortex streets and the experimental processes and set ups required for visualization laboratories. In particular, a class project video created by the University of Utah students was especially pertinent to my thesis and holistically articulated key points at an appropriate university level in addition to showing great footage of vortex street formation in their experiment. Lastly, I discovered a series of videos that demonstrated the pertinence of Von Karman vortex streets in the physical world/nature. These ranged from a macro scale: looking at atmospheric von karman vortex streets due to islands from satellite data; to the effects in wind due mountains creating cross-winds and vortex streets and the consequent effects on flying planes through these areas, and to a smaller scale of looking at vortex streets in streams and rivers due to flow past rocks, and the resulting erosion/sediment displacement. This collection of works creates a decently holistic basis of previous works that have provided the fundamentals for my work and can prove to be a useful resource for educational tools in vortex streets. Discussion and Conclusions _Last edited: 10/2/15_